Anbohrer NC VHM DIN 6535 HA 3,00mm 142G TiAlN
16,54 €Preis inkl. MwSt.
Menge
Sichere Zahlung
oder per Banküberweisung
Lieferinformationen
3 Artikel auf Lager
Versandkosten ab:4,99 €inkl. MwSt.
Lieferung zwischen dem 18.10. und 20.10.
Verkauft und versandt von








Entdecken Sie die Produkte von FORMAT
Vollhartmetall-NC-Anbohrer mit zyl.Schaft, 142°, TiAlN-beschichtet Ausführung: Vollhartmetall (K10/K20), Typ N, nach Werksnorm .
Sehr stabiles Modell, profilgeschliffen, rechtsschneidend, mit präzisem Spitzenanschliff und schmaler Querschneide .
Ohne Ausspitzung, mit einem Seitenfreiwinkel von 12°/30° .
Seitenspanwinkel kleiner als normal, Kerndicke erheblich kleiner als normal und Kernanstieg normal .
Ab Ø 6 mm mit Mitnahmefläche nach DIN 6535-HB .
Ø-Toleranz: bis Ø 10 mm = h6, ab Ø 10 mm: Schneidentoleranz = h8 .
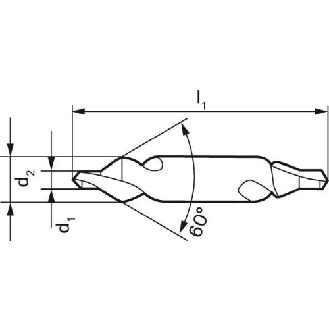
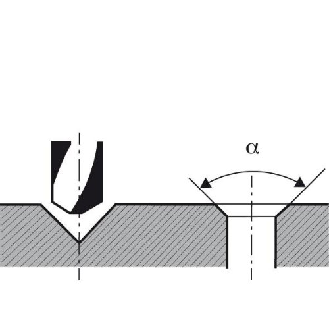
Anwendung: 142° Für den Eingriff der Hauptschneide des nachfolgenden Spiralbohrers .
Speziell für positionsgenaues und schnelles Anbohren auf NC-Maschinen und Lehrenbohrwerken geeignet .
Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang verwendbar .
Nur zum Anbohren geeignet .
Besonders für hochfeste Stähle, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stähle, Bronzen, Leicht-und Buntmetalle verwendbar. .
Ø h6 3 mm Nutenlänge 12 mm Gesamtlänge 46 mm Stähle bis 850 N/mm² 65 Stähle bis 1000 N/mm² 55 Stähle bis 1400 N/mm² 35 Rost- und säurebeständige Stähle (INOX) 30 Ti, Ti-Leg .
und Sonderstähle 35 Gusseisenwerkstoffe 90 Al, Al- und Mg-Leg .
200 Kupfer, Messing, Bronzen 180
Sehr stabiles Modell, profilgeschliffen, rechtsschneidend, mit präzisem Spitzenanschliff und schmaler Querschneide .
Ohne Ausspitzung, mit einem Seitenfreiwinkel von 12°/30° .
Seitenspanwinkel kleiner als normal, Kerndicke erheblich kleiner als normal und Kernanstieg normal .
Ab Ø 6 mm mit Mitnahmefläche nach DIN 6535-HB .
Ø-Toleranz: bis Ø 10 mm = h6, ab Ø 10 mm: Schneidentoleranz = h8 .
Anwendung: 142° Für den Eingriff der Hauptschneide des nachfolgenden Spiralbohrers .
Speziell für positionsgenaues und schnelles Anbohren auf NC-Maschinen und Lehrenbohrwerken geeignet .
Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang verwendbar .
Nur zum Anbohren geeignet .
Besonders für hochfeste Stähle, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stähle, Bronzen, Leicht-und Buntmetalle verwendbar. .
Ø h6 3 mm Nutenlänge 12 mm Gesamtlänge 46 mm Stähle bis 850 N/mm² 65 Stähle bis 1000 N/mm² 55 Stähle bis 1400 N/mm² 35 Rost- und säurebeständige Stähle (INOX) 30 Ti, Ti-Leg .
und Sonderstähle 35 Gusseisenwerkstoffe 90 Al, Al- und Mg-Leg .
200 Kupfer, Messing, Bronzen 180
Eigenschaften
- DirectIndustry-Referenz
- 0015860029
- EAN
- 4317784475785
Beschreibung
Vollhartmetall-NC-Anbohrer mit zyl.Schaft, 142°, TiAlN-beschichtet Ausführung: Vollhartmetall (K10/K20), Typ N, nach Werksnorm .
Sehr stabiles Modell, profilgeschliffen, rechtsschneidend, mit präzisem Spitzenanschliff und schmaler Querschneide .
Ohne Ausspitzung, mit einem Seitenfreiwinkel von 12°/30° .
Seitenspanwinkel kleiner als normal, Kerndicke erheblich kleiner als normal und Kernanstieg normal .
Ab Ø 6 mm mit Mitnahmefläche nach DIN 6535-HB .
Ø-Toleranz: bis Ø 10 mm = h6, ab Ø 10 mm: Schneidentoleranz = h8 .
Anwendung: 142° Für den Eingriff der Hauptschneide des nachfolgenden Spiralbohrers .
Speziell für positionsgenaues und schnelles Anbohren auf NC-Maschinen und Lehrenbohrwerken geeignet .
Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang verwendbar .
Nur zum Anbohren geeignet .
Besonders für hochfeste Stähle, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stähle, Bronzen, Leicht-und Buntmetalle verwendbar. .
Ø h6 3 mm Nutenlänge 12 mm Gesamtlänge 46 mm Stähle bis 850 N/mm² 65 Stähle bis 1000 N/mm² 55 Stähle bis 1400 N/mm² 35 Rost- und säurebeständige Stähle (INOX) 30 Ti, Ti-Leg .
und Sonderstähle 35 Gusseisenwerkstoffe 90 Al, Al- und Mg-Leg .
200 Kupfer, Messing, Bronzen 180
Sehr stabiles Modell, profilgeschliffen, rechtsschneidend, mit präzisem Spitzenanschliff und schmaler Querschneide .
Ohne Ausspitzung, mit einem Seitenfreiwinkel von 12°/30° .
Seitenspanwinkel kleiner als normal, Kerndicke erheblich kleiner als normal und Kernanstieg normal .
Ab Ø 6 mm mit Mitnahmefläche nach DIN 6535-HB .
Ø-Toleranz: bis Ø 10 mm = h6, ab Ø 10 mm: Schneidentoleranz = h8 .
Anwendung: 142° Für den Eingriff der Hauptschneide des nachfolgenden Spiralbohrers .
Speziell für positionsgenaues und schnelles Anbohren auf NC-Maschinen und Lehrenbohrwerken geeignet .
Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang verwendbar .
Nur zum Anbohren geeignet .
Besonders für hochfeste Stähle, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stähle, Bronzen, Leicht-und Buntmetalle verwendbar. .
Ø h6 3 mm Nutenlänge 12 mm Gesamtlänge 46 mm Stähle bis 850 N/mm² 65 Stähle bis 1000 N/mm² 55 Stähle bis 1400 N/mm² 35 Rost- und säurebeständige Stähle (INOX) 30 Ti, Ti-Leg .
und Sonderstähle 35 Gusseisenwerkstoffe 90 Al, Al- und Mg-Leg .
200 Kupfer, Messing, Bronzen 180
Das könnte Sie auch interessieren